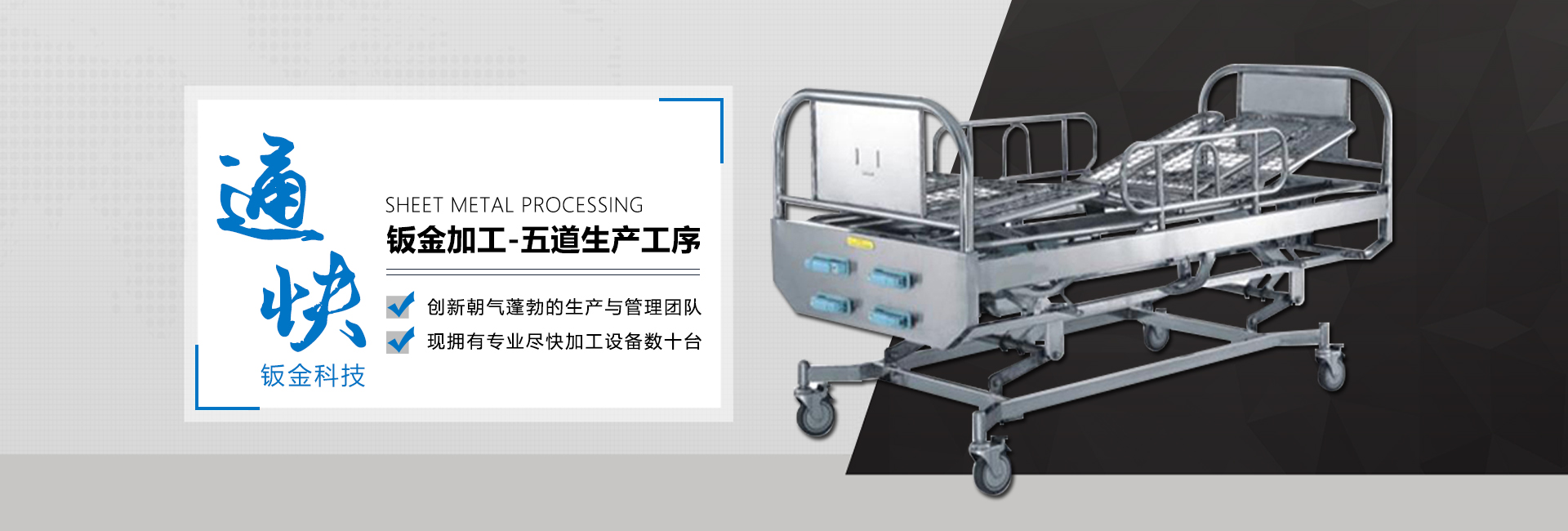





鈑金加工工藝流程你知道多少圖紙到手后,根據展開圖及批量的不同選擇不同落料方式,其中有激光,數控沖床,剪板,模具等方式,然后根據圖紙做出相應的展開。數控沖床受刀具方面的影響,對于一些異形工件和不規則孔的加工,在邊緣會出現較大的毛刺,要進行后期去毛刺的處理,同時對工件的精度有一定的影響;激光加工無刀具限制,斷面平整,適合異形工件的加工,但對于小工件加工耗時較長。






鈑金加工工藝流程你知道多少折彎時要首先要根據圖紙上的尺寸,材料厚度確定折彎時用的刀具和刀槽,避免產品與刀具相碰撞引起變形是上模選用的關鍵(在同一個產品中,可能會用到不同型號的上模),下模的選用根據板材的厚度來確定。其次是確定折彎的先后順序,折彎一般規律是先內后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。

鈑金加工的基本流程、壓鉚:指采用沖床或油壓機把壓鉚螺母。壓鉚螺釘或壓鉚螺母柱等緊固件牢固地壓接在工件上的工藝過程2、漲鉚:指先將工件沉孔,再采用沖床或油壓機把漲鉚螺母牢固地壓接在工件上的工藝過程。3、拉母:指采用類似鉚接的工藝。用拉母把拉鉚螺母(POP)等連接件牢固地連接在工件上的工藝過程。4、拉鉚:指以拉鉚為工具用拉釘將兩個或兩個以上工件緊密地連接在一起的工藝過程。5、鉚接:用鉚釘將兩個或兩個以上工件面對面連接在一起的工藝過程,若是沉頭鉚接,需將工件先進行沉孔。




 在線客服
在線客服 13856998044
13856998044



